После экскурсии в краеведческом музее города Сергиев Посад (в рамках программы промышленного туризма) мы сели в автобус и поехали на производство - Загорский трубный завод

С Загорским трубным заводом я списывалась ещё в прошлым году - не сложилось, а этим летом мы наконец доехали до них.
У входа на завод нашу группу встретили и провели в конференц-зал.

Мы посмотрели видео о технике безопасности и охране труда, надели халаты, каски, получили рацию с микрофоном и отправились непосредственно в цех.


Ведущий шёл впереди и комментировал все происходящие вокруг процессы. Внутри шумно, стоит гул, но весь рассказ слышен в наушник.
Площадь цеха - 7 футбольных полей.
На заводе работает больше 1500 человек.
Почти все операции на заводе автоматизированы, единственный процесс, требующий непосредственного участия человека - сварка «лепестков» , которая позволяет в последствии изготавливать трубы одной длины, не срезая место начала сварки.

Внутри очень чисто.
Узнали о системе бонусов - золотая идея - любая идея, позволяющая рационализировать процесс производства поощряется.
Мы посмотрели, как происходит перемещение стального листа и превращение его в трубу, увидели все технологические операции.
Производство включает в себя трубоэлектросварочный цех, цех покрытий, цех сварки карт, цех отгрузки.
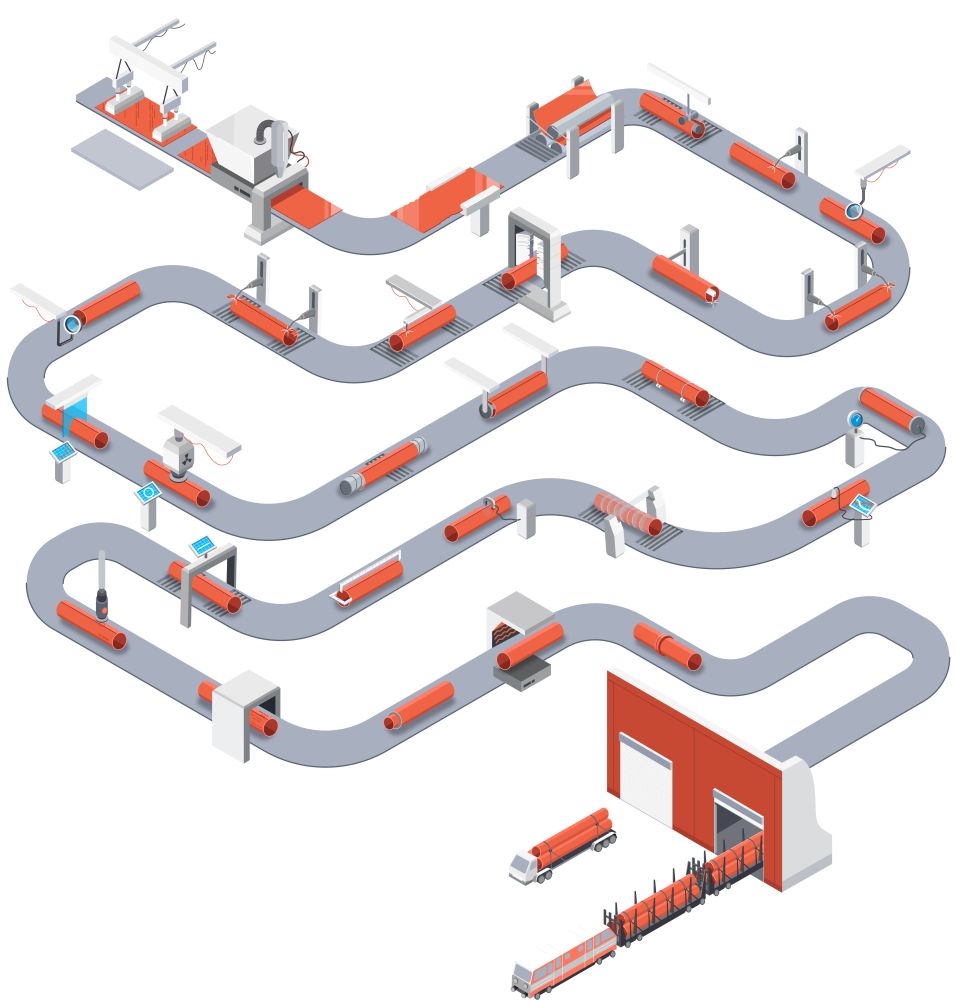
- Загрузка
Листы для производства труб поставляются на завод железнодорожным или автомобильным транспортом и выгружаются в зону складирования листа. Из зоны складирования листы с помощью подъемной траверсы с вакуумным или магнитным захватом подаются в зону загрузки листа и подготовки кромок. В зоне загрузки листы с помощью крана с вакуумной траверсой загружаются на конвейер и направляются в зону фрезерной машины

- Дробеметная очистка
Перед фрезерной обработкой лист проходит участок дробеметной очистки, предназначенный для удаления с листа ржавчины, окалины, грязи и пыли перед попаданием листа в рабочую зону.
- Валковая формовка
Формовка происходит с помощью трехвалковой листогибочной установки с предварительно-напряженным верхним валком за 3-4 прохода. Это единственная в мире машина, способная работать как в режиме валковой формовки, так и в режиме пошаговой формовки. Управляемая с помощью гидравлических приводов гибочная установка позволяет производить гибку в большом диапазоне стандартных типоразмеров наравне с нестандартными. Быстрая переналадка на разные типоразмеры является преимуществом по сравнению с любым процессом прессовой формовки.


- Сборка и сварка технологического шва
Установка соединительной сварки выполнена для непрерывной сварки корневого шва с наружной стороны трубы. На этом участке используется непрерывная сварка одной дугой в среде защитных газов. Составляющей частью этого процесса являются гидравлические прижимы, которые служат для закрытия зазора и выравнивания кромок по высоте.

- Внутренняя сварка
Внутренняя сварка выполняется при помощи четырехдуговой сварочной системы под слоем флюса. Сварка производится непрерывно от одной выводной планки до другой и проникает в соединительный шов
- Наружная сварка
Наружная сварка является завершающим сварочным процессом и выполняется при помощи пятидуговой сварочной системы под слоем флюса, для полного поглощения соединительного шва и проникновения во внутренний сварочный шов. В результате образуется уникальное соединение с прочностью не меньшей, чем у остального материала трубы.

- Ультразвуковой контроль I
Перед операцией экспандирования производится ультразвуковой контроль всех труб на наличие дефектов любой ориентации по всей длине сварного шва.
- Рентгено-телевизионный контроль I
Трубы с наличием дефектов направляются на станцию непрерывного рентген-телевизионного контроля для исследования дефектов. Обнаруженные дефекты устраняются вручную, после чего труба возвращается на рентгеновскую станцию для проверки результатов ремонта шва.



- Экспандирование
С помощью механического экспандера производится калибровка диаметра трубы и правка трубы в продольном направлении.
- Гидравлическое испытание
Гидравлические испытания. Оборудование предназначено для заполнения трубы водой и нагнетания необходимого по стандартам давления. Труба по всей длине не должна дать течь под давлением в соответствии со стандартами.


- Окончательный контроль
Окончательный контроль. Формирование паспорта готовой продукции.
После посещения цеха мы вернулись в зал, сняли сизы и наступило время вопросов. Ведущий рассказал о повседневной работе завода, завод сотрудничает с сергиево-пассадским колледжем (в нем создан ресурсный центр) и заинтересован в привлечении молодых специалистов в металлургию (сварщики, газорезчики, дефектоскописты), завод много помогает различным общественным и детским организациям, принимает участие и организует спортивные мероприятия.
Экскурсию на ЗТЗ можно забронировать на странице завода в vk - экскурсия бесплатна.
Также возможны экскурсии для школьников 7-8 и далее классов.
Загорский трубный завод - самое современное в России производство электросварных труб большого диаметра.
Проект в своем роде уникален, в том числе и по срокам реализации. От начала строительных работ до получения первой трубы прошло всего 19 месяцев. Инфраструктура завода - самая современная и создана «с нуля».
В 2015 году были смонтированы линии по производству труб и выпущена первая заморская труба.
На заводе размещено оборудование Haeusler (труба) и Selmers (изоляция).
Помимо труб большого диаметра, завод выпускает сваи, ШТС для морской инфраструктуры, трубы в изоляции ППУ и биметаллические трубы.
Процент брака - 0
Экскурсия отличная, производство понравилось.
После экскурсии нас снова на автобусе отвезли к зданию краеведческого центра.