Все имплантаты можно разделить на следующие категории:
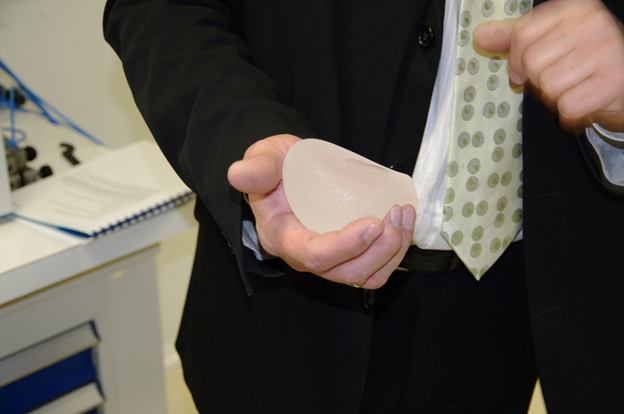
Круглые имплантаты. Название говорит само за себя, эти имплантаты круглой формы. Некоторые хирурги считают, что такие имплантаты позволяют получить более высокую грудь.
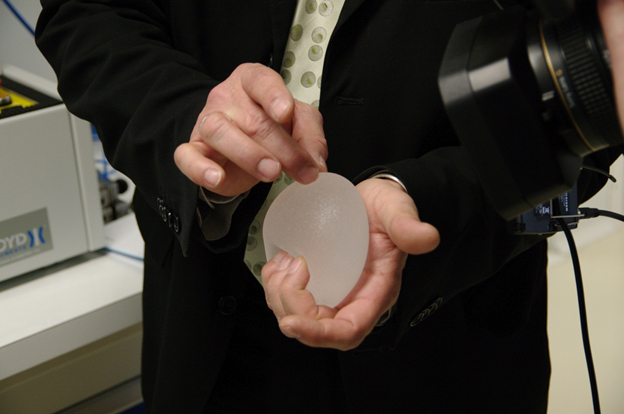
Анатомические имплантаты. По форме представляют собой каплю висящую на стекле, имплантаты более современные, учитывают анатомическое строение молочной железы. Считается, что такие имплантаты позволяют добиться более естественной формы груди.
Далее интересный репортаж с завода-изготовителя.

Споры, какие имплантаты лучше круглые или анатомические периодически возникают, как всегда есть масса аргументов с обеих сторон. Однако достоверно известно, что в Латинской Америке, США, на Юге Европы пациенткам нравится большая круглая грудь с высоким верхним полюсом, а в Восточной Европе и в России пациентки такую грудь считают вульгарной. Именно этим и обусловлено, что в Латинской Америке, США используют имплантаты круглые высокого профиля и большого объема, а в России любят анатомические имплантаты среднего объема. Разные представления о том, какой должна быть красивая грудь, диктуют разные подходы к выбору имплантатов.
Также имплантаты бывают с гладкой поверхностью и текстурированные. Гладкие имплантаты молочных желез в России мало кто использует, поэтому некоторые производители не поставляют их в Россию вообще. Текстурированные имплантаты имеют преимущества перед гладкими. Текстура позволяет окружающим тканям прорастать в оболочку, что сводит риск образования капсулярной контрактуры к минимуму.
Желание иметь как можно больше информации «из первых рук», а также желание поделиться этой информацией с нашими пациентками привело нас на завод «ЕUROSILICONE». На примере производства имплантатов «ЕВРОСИЛИКОН», мы хотим познакомить наших пациенток с процессом производства имплантатов, начиная с сырья из которого изготавливаются имплантаты, и заканчивая различными тестами на прочность, которым подвергаются имплантаты в лаборатории контроля качества. Надеюсь, эта информация окажется полезной для тех, кто интересуется производством имплантатов.
Итак, завод «ЕUROSILICONE» находится на юге Франции в городе Апт в пятидесяти километрах от города Авиньон. Апт небольшой старинный город с узенькими улочками вымощенными брусчаткой, старинными зданиями в 2-3-4 этажа и тихой неторопливой жизнью. Место приятное, живописное, с большим количеством артефактов оставшихся после Римской Империи. На его окраине, на общей площади 12тыс.кв. метров, расположился небольшой завод по производству имплантатов «ЕВРОСИЛИКОН».
В настоящий момент на заводе работает 180 человек. Завод работает в 2 смены. Все структурные подразделения расположены в трех корпусах.

Комплекс производственных, административных, складских и вспомогательных помещений «EUROSILICONE» расположился в трех основных корпусах на общей площади в 12т.кв.м.

Это основное здание производства. Здесь расположена линия по производству имплантатов от момента смешивания исходных компонентов до упаковки готовой продукции.

В этом здании расположена администрация и лаборатория контроля качества

Здание склада готовой продукции.
Цикл производства имплантатов начинается с получения компонентов исходного сырья. Сырье (жидкий силикон) покупается у американского производителя Ньюсил. На завод «EUROSILICONE» сырье поступает в виде двух основных составляющих. На фото они представлены в емкостях «А» и «В». Компоненты смешиваются в определенных пропорциях для получения разных дисперсий, т.е. в процессе производства будут использоваться дисперсии с разными характеристиками.

Исходные компоненты для производства имплантатов. Производитель Ньюсил (США).


На этих фотографиях виден процесс смешивания исходных компонентов
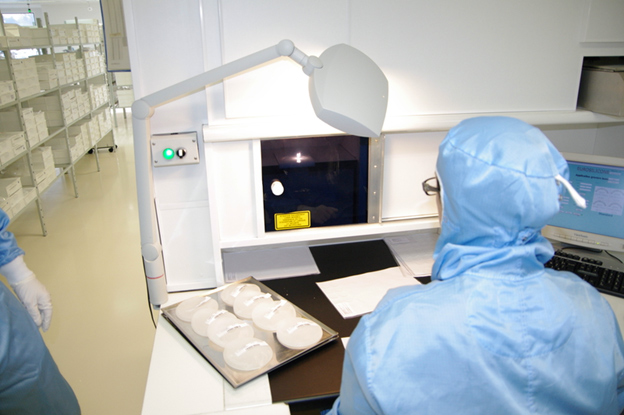
Запах в этом помещении не очень хороший, поэтому все сотрудники работают в респираторах, а сам процесс смешивания происходит в шкафу с вентиляцией.

Наша переводчица Анна целиком погружена в процесс подготовки дисперсий.
После того, как необходимой плотности дисперсия приготовлена, приступают к изготовлению оболочки будущих имплантатов. Для этого в емкость с приготовленной дисперсией (жидкий силикон), опускается специальная форма, на поверхности которой остается тонкий слой жидкого силикона. Затем форма помещается в шкаф с вытяжкой, где излишки жидкого силикона стекают вниз.


Это формы для круглых имплантатов

В нижнем ряду три формы для имплантатов голеней.
Процесс изготовления оболочки достаточно длительный. После того, как излишки силиконовой дисперсии стекут с формы, форма отправляется для просушки в печь. В зависимости от типа имплантата (круглый или анатомический), этот цикл выполняется от восьми до тринадцати раз.

Печь в которой происходит процесс сушки оболочек.
Таким образом, в состав оболочки имплантата входит от восьми до тринадцати слоев. Каждый из слоев несет определенную функцию. В составе оболочки есть слои отвечающие за прочность, эластичность, выполняющие барьерную функцию. Самый поверхностный слой специально подготовлен для нанесения текстуры.
Текстура наносится с помощью кристаллов соли определенного размера. Горячая оболочка имплантата посыпается кристаллами соли. Кристаллы отпечатываются на поверхности оболочки, а после промывки дистиллированной водой поверхность оболочки становится шероховатой. Подход к формированию текстуры круглых и анатомических имплантатов несколько различается. Оболочка круглых имплантатов посыпается кристаллами соли однократно с последующей обработкой в сухожаровом шкафу, а оболочка анатомических имплантатов дважды с двукратной обработкой в сухожаровом шкафу.

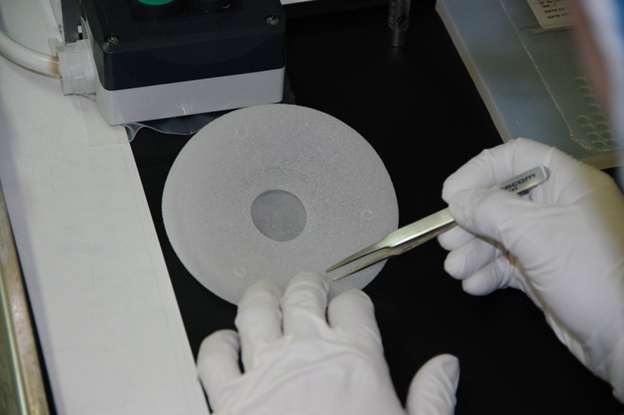
Оболочка анатомического имплантата посыпается кристаллами соли.

Вид оболочки после обработки кристаллами соли. Следующий этап - обработка в сухожаровом шкафу при температуре 130С.
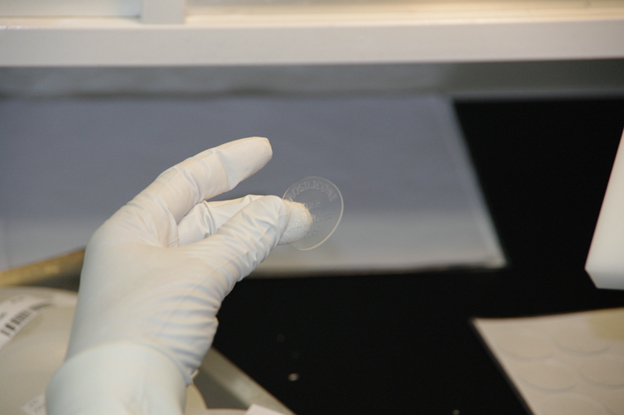
После того, как текстура сформирована, оболочка снимается с формы и промывается дистиллированной водой.
Следующий этап - проверка герметичности оболочки имплантата. Оболочка раздувается и помещается в воду, чтобы можно было убедиться в ее целостности.
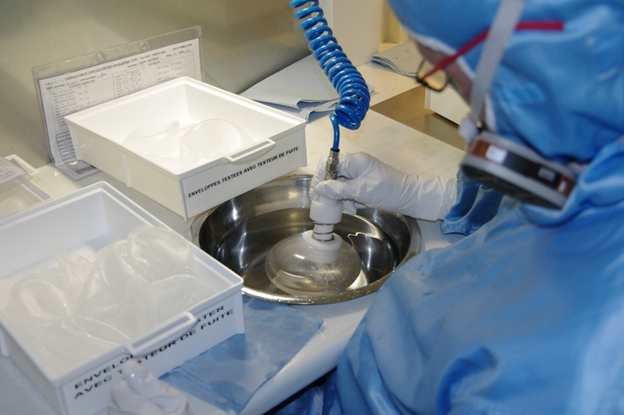

Каждая оболочка подвергается такой проверке перед отправкой на следующие этапы производства.
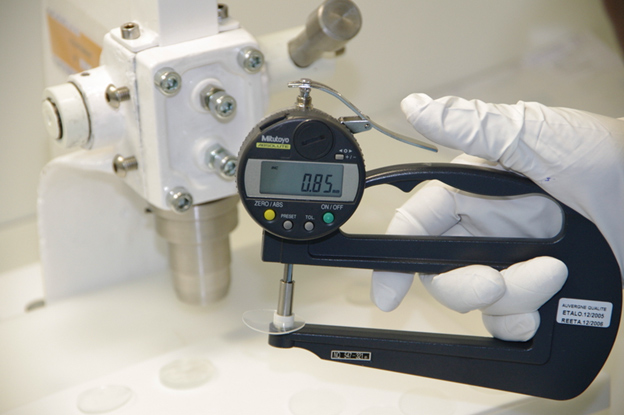
Наследующем этапе проверяется толщина оболочки имплантата с помощью специального инструмента (штангенциркуля).


Проверка толщины оболочки имплантата
Параллельно изготавливается заплата на заднюю часть оболочки и проверяется ее толщина. В дальнейшем на заплату будет нанесена маркировка имплантата.
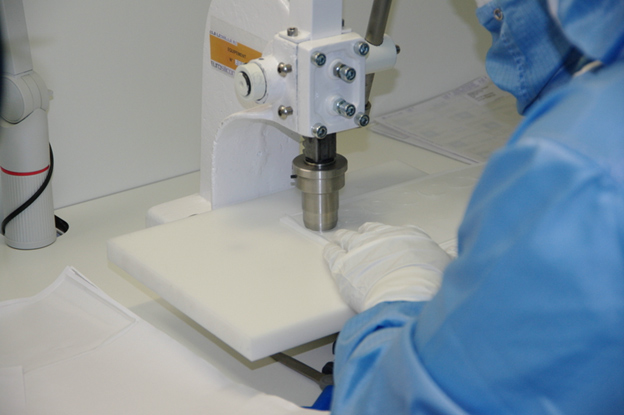
Изготовление и контроль качества заплаты.
На следующем этапе производства для каждой оболочки подготавливается заплата с серийным номером (номер уникальный), названием производителя, объемом и названием модельного ряда. Маркировка наносится с помощью лазера.
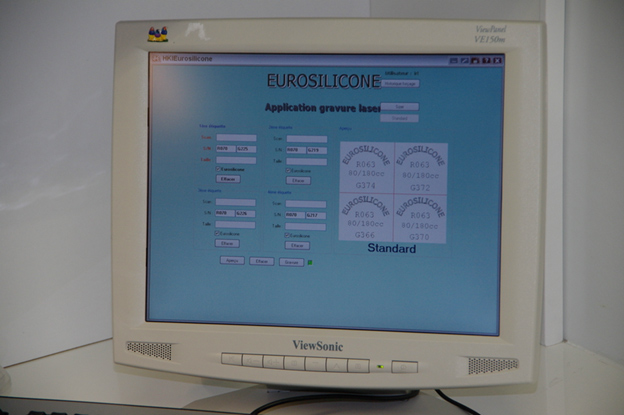

Маркировка на заплату нанесена.
Теперь промаркированная заплата вместе с оболочкой отправляются к специалисту, который при помощи специального аппарата склеивает их вместе, а также наносит на переднюю поверхность оболочки небольшие метки, чтобы хирургу во время операции было удобнее правильно размещать имплантат. В момент приклеивания заплаты, между заплатой и оболочкой оставляют небольшое отверстие. На следующем этапе через это отверстие оболочка будет заполнена гелем.
Фиксация небольших меток на оболочке имплантата для более точного размещения имплантата во время операции

Фиксация (приклеивание) заплаты на заднюю поверхность имплантата. После приклеивания заплаты остается небольшое отверстие для последующего заполнения через него оболочки гелем.
С помощью этого аппарата заплата надежно приклеена к оболочке имплантата
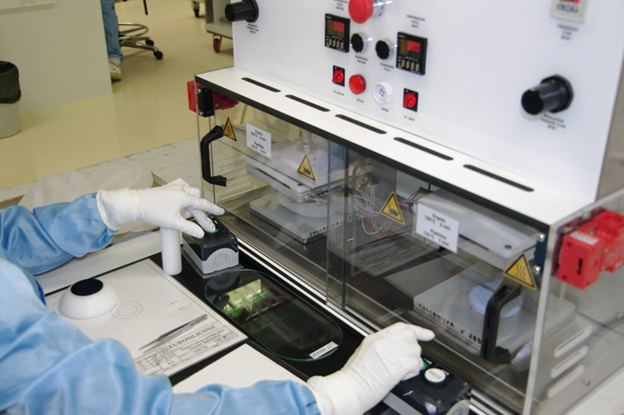
Следующий этап - заполнение подготовленной оболочки силиконовым гелем. Гель вводится в оболочку через специально оставленное отверстие между заплатой и задней стенкой оболочки имплантата. Через это отверстие вводится игла и по ней поступает силиконовый гель. Гель по плотности приближается к 1, это значит, что 100мл геля весят примерно 100гр. Гель бывает трех степеней плотности: мягкий, средней плотности (естественной плотности) и высококогезивный.


Процесс заполнения оболочки имплантата гелем
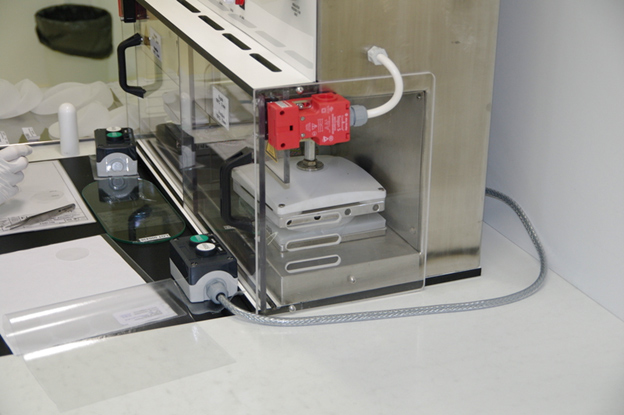
На следующем этапе из оболочки имплантата заполненного гелем необходимо удалить мельчайшие пузырьки воздуха, находящиеся между оболочкой и гелем. Для этого имплантаты помещают в барокамеру и создают разряжение -0,9 атмосферы. Пузырьки воздуха поднимаются вверх и скапливаются в самом высоком месте, после чего пузырек воздуха легко удаляется с помощью специальной иглы.
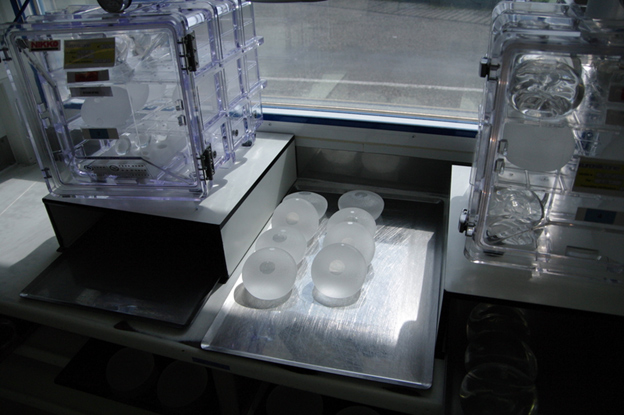
Вверху имплантатов извлеченных из барокамеры и лежащих на поддоне, видны маленькие пузырьки воздуха.
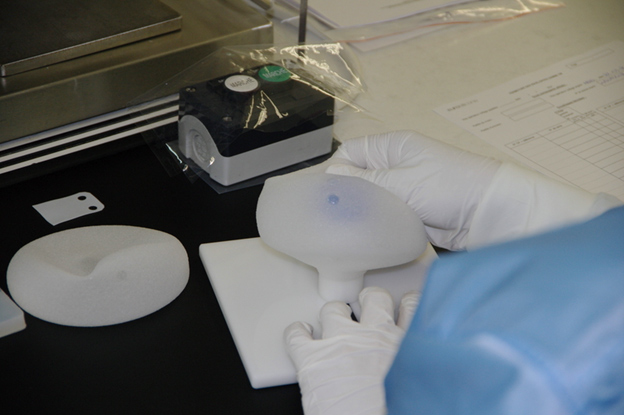
Последний этап перед упаковкой. Пузырек воздуха удален и отверстие, через которое был введен гель, заклеивается специальным составом. Если посмотреть на имплантат сзади, то можно увидеть это место.

Отверстие через которое был введен гель заклеено.
Следующий этап упаковка готовых имплантатов в двойной блистер и отправка их на стерилизацию. Стерилизация осуществляется гамма-излучением.
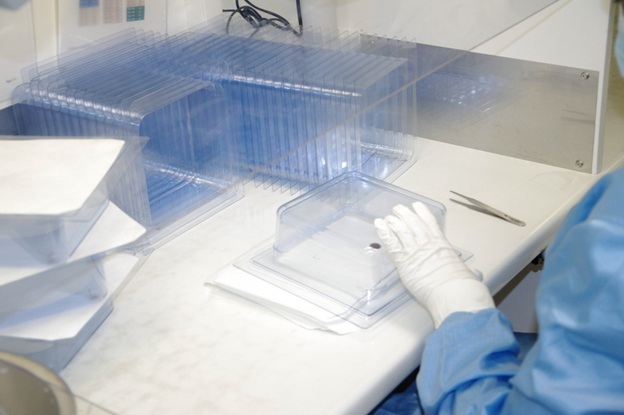


Упаковка имплантата в двойной блистер
Цикл производства почти завершен. Упакованные имплантаты будут стерилизованы с помощью гамма-излучения и отправлены на склад готовой продукции.
Теперь переместимся в лабораторию контроля качества и посмотрим, каким тестам подвергаются имплантаты, и можем ли мы быть уверенны в их надежности. Каждая партия имплантатов проверяется на соответствие требованиям ГОСТа. В случайном порядке выбираются имплантаты из готовой партии и отправляются в лабораторию контроля качества, где подвергаются следующим тестам на «прочность».
1. Тест на растяжение оболочки
2. Тест на статическую нагрузку
3. Тест на устойчивость к динамической нагрузке
ТЕСТ НА РАСТЯЖЕНИЕ ОБОЛОЧКИ
Тест выполняется следующим образом. С помощью скальпеля и специального станка вырезается полоска оболочки имплантата необходимой формы и длинны. Затем вырезанный участок оболочки помещается в специальный аппарат, который ее растягивает и одновременно фиксирует степень растяжения. Растяжимость оболочки до момента разрыва должна составлять по требованиям ГОСТа не менее 500%.

Полоска оболочки имплантата вставлена в аппарат для измерения растяжимости оболочки
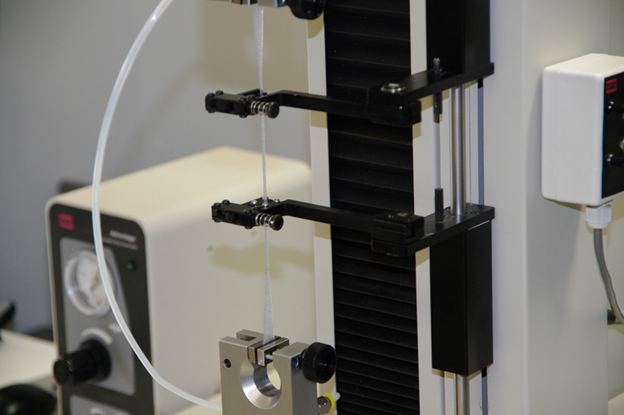
Выполняется растяжение полоски оболочки имплантата

В данном случае тест показал, что разрыв фрагмента оболочки имплантата наступил при растяжении 576%, что полностью соответствует требования ГОСТа.
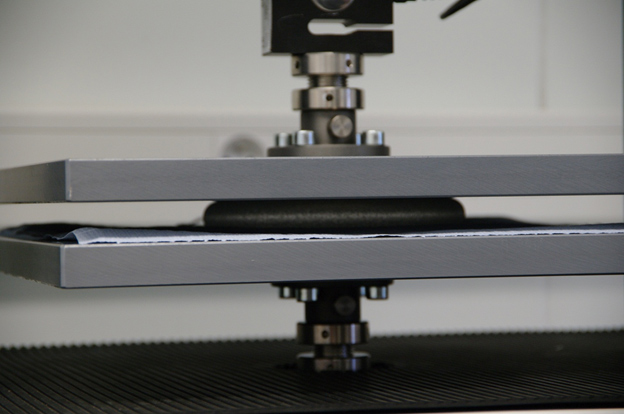
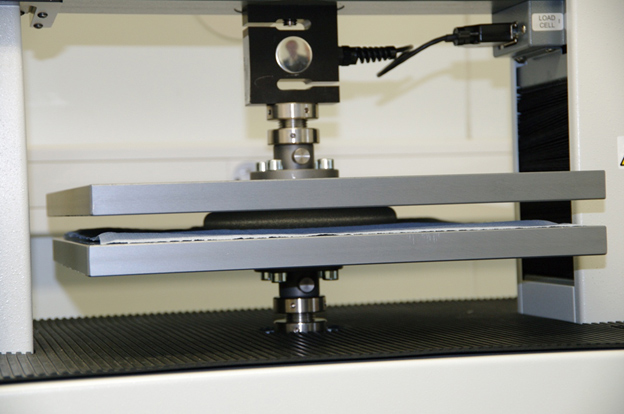
ТЕСТ НА СТАТИЧЕСКУЮ НАГРУЗКУ
Тест на статическую нагрузку выполняется следующим образом. Имплантат помещается под пресс, где подвергается сжиманию с усилием в 500кг. Имплантат под таким давлением находится в течение некоторого времени, после чего оценивается его целостность. После этого теста не должно быть разрывов оболочки, отслоения геля, имплантат должен выглядеть точно так же как до теста.

Имплантат помещен под пресс
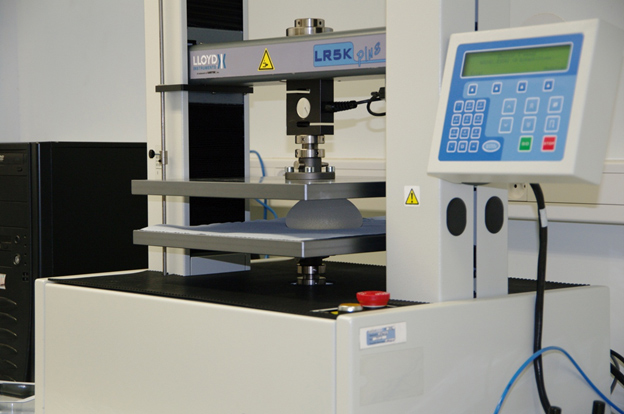
Начинается процесс сжатия
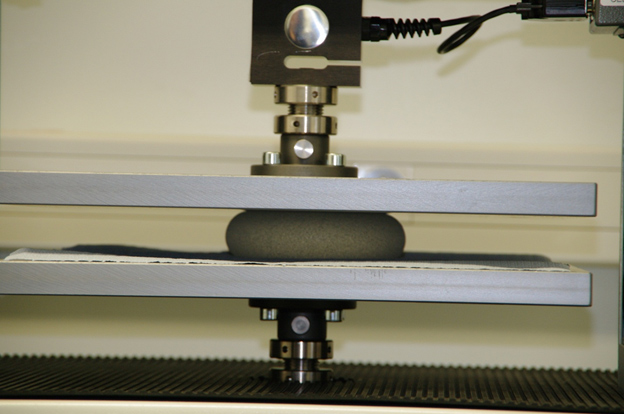
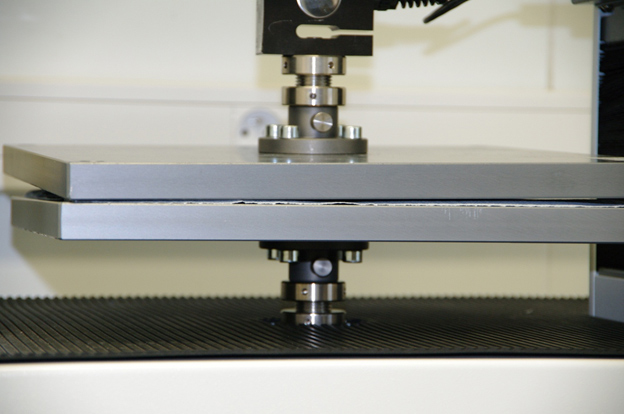
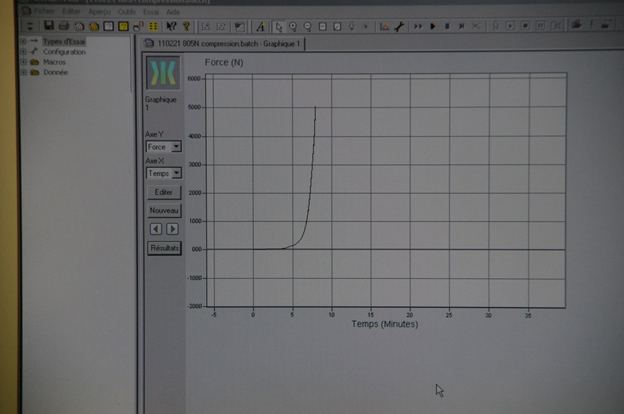
Результат испытания имплантатов под статической нагрузкой - имплантат цел и невредим
Выводы
На сегодняшний день увеличение груди силиконовыми имплантатами безопасный, прогнозируемый способ эстетической коррекции груди с высоким долговременным эффектом. Сами имплантаты молочных желез с момента своего создания в 1960г прошли большой путь эволюции, стали с технической точки зрения совершенными.
-------------------------------------------------
Фильм «Производство имплантатов для эстетической медицины «ЕUROSILICONE» рассказывает о этапах производства имплантатов, которые пластические хирурги используют в своей практике. Фильм носит познавательный характер и предназначен, прежде всего, для пациентов, которые интересуются всеми нюансами пластической хирургии. Экскурсию по заводу проводят специалисты, которые непосредственно участвуют в разработке и совершенствовании имплантатов, отвечают за качество их изготовления. Ответ на вопрос о гарантиях и надежности имплантатов дают первые лица предприятия. Этот фильм впервые позволит пациентам самим «побывать» на заводе EUROSILICONE и посмотреть процесс изготовления имплантатов.